芯地接着プレスのトラブルシューティング
芯地接着プレスのトラブルシューティング
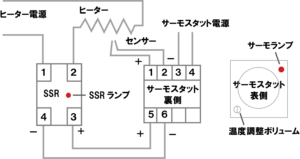
上記の図は接着プレス機のヒーター周りの基本回路です。現実の機械はヒーターが4本、6本、9本といろいろあります。ヒーターが増えるとSSR(ヒーターの電気を入り切りするソリッドステートリレー)も数が増えますが、基本的な構成と働きは同じです。
ヒーターの温度が上昇中のとき、サーモスタットはセンサーを通じてヒーターの温度を調べています。サーモスタットの設定温度に達していない時は、サーモスタットの(5),(6)からSSRの(3)、(4)にDC5-20Vが流れます。そのときにはサーモスタットの表側のサーモランプとSSRのSSRランプは点灯状態です。SSRの(3)(4)にDC電流が流れている間は、SSRの(1)(2)間に電流が流れます。つまり(1)(2)間の電圧は0Vです。(1)(2)は内部で電流が流れているから電圧は0Vになります。
ヒーターにはセンサーが付いており、温度が上がりすぎるとサーモスタット(5)(6)間のDC電流は0Vになり、SSR(3)(4)間も0Vになります。このとき、SSRの(1)(2)間は電圧がかかります。この電圧は仕様によりことなりますが、国内仕様の場合は100Vか200Vです。海外向け仕様の場合は220Vか380Vです。このとき、サーモスタットの表側のサーモランプとSSRのSSRランプは消灯しています。
温度調節器が作動しない
まず、電源を確認してください。
サーモスタットの入力電源は機種により異なりますが、AC100VかAC200Vです。
サーモスタットの入力電圧をテスターで確認してください。
入力電圧が確認できたら、出力電圧を確認します。サーモスタットの出力電圧DC5-20Vが出力されているかどうか確認します。
サースタットに入力電圧がかかっていなければ、サーモスタット自身が故障していなくても作動はしません。
設定温度に対して実温度が上がらない
サーモスタットからSSRに信号が出力されているかどうか確認します。
サーモスタットの入力電圧を確認した後、サーモスタットの出力電圧DC5-20Vが出力されているかどうか確認します。
SSRの動作を確認します。サーモスタットの設定温度を130度にセットします。SSRの1番2番の間の電圧を測ります。電圧が0Vであればヒーターに電気が流れているはずです。
それでも、温度が上昇しない場合、ヒーターが不良です。ヒーターが複数本ある場合、そのうちの数本が切れている可能性があります。ヒーター切れのチェックはテスターで一本づつ導通検査をしてください。
実温度が設定温度に対して異常に高い
温度センサーの不良。
SSRの不良
温度センサー付のヒーターが切れている。
実温と設定温度の合わせ方
サーモペーパーでプレス機の実温をチェックします。
(例)設定温度が130度のときサーモペーパーの表示した温度が140度の場合、このとき実温が設定より10度温度が高いことになります。
アナログサーモスタットの場合
サーモスタットの設定温度を140度に合わせます。サーモスタットの温度補正ダイアルを回して設定温度140度でサーモランプが点滅するようにします。これで、設定140度に対して実温が140度になりました。設定温度を130度にあわせます。サーモランプが130度で点滅するまでまってください。
デジタルサーモスタットの場合
最初に機械の電源を切ります。
サーモスタット正面の取り出しを緩め、サーモスタットの中身を引き出します。内部にDIPスイッチがあります。DIPスイッチのNo4は通常OFF側になっています。No.4のスイッチをON側にします。それ以外のスイッチにはさわらないでください。再度サーモスタットをケースに設置して、電源を入れます。FUNCTIONキーを操作して通常設定温度が表示されているメーターにCn5が表示されたら、温度補正が可能です。
芯地接着プレストラブル・原因と対策
| 現象 | 原因 | 対策 |
| 接着芯地のあたり |
|
|
| しみ出し |
|
|
| 収縮 |
|
|
| 光沢がなくなる。 変色する。 |
|
|
| コテ光り テカリ |
プレス圧力が強い。 ※前述の作用で光沢がなくなったときは、乾熱アイロンをかけて、光沢を回復させる場合もある。 |
|
| 剥離 接着不良 |
又は樹脂の少ない芯を使用した場合。 |
|
FOLLOW US
